Solution by Mergenthaler
- LASCON controlled laser system with 60W power; integrated pyrometer for closed loop temperature control; integrated precision wire feeder controller
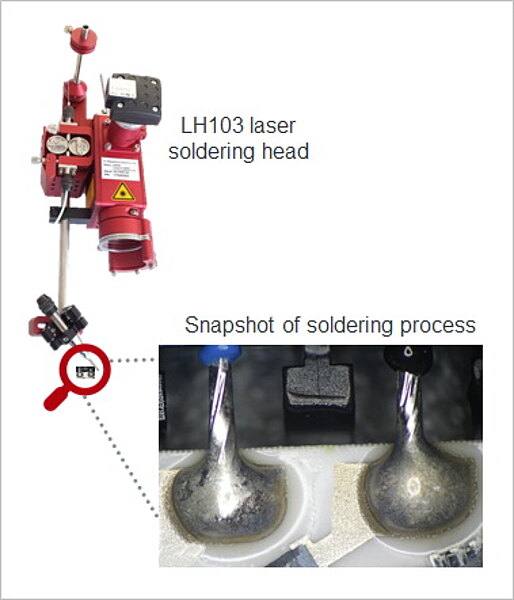
- LH103 processing head with laser, pyrometer and video port
- Accurate temperature control and optimized soldering script ensure process stability and crack prevention
- Testing and optimization were conducted in our own laser soldering laboratory
- Installation on site was carried out by Mergenthaler
Solution by Mergenthaler
- LCL laser system with integrated LASCON controller; LH103 laser head
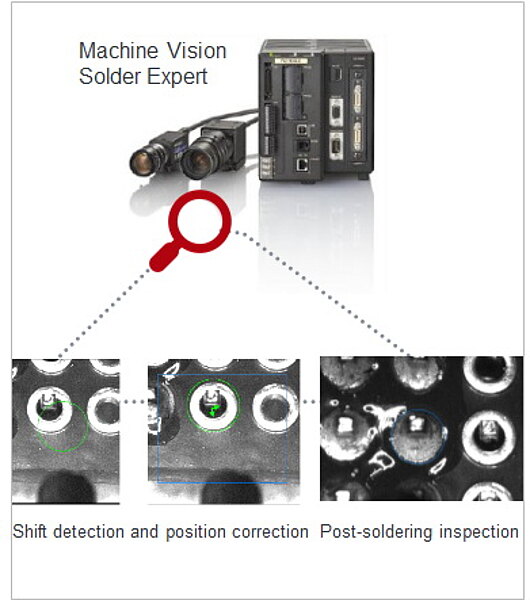
- Integrated machine vision system to correct the position of the laser head according to the PCB soldering pads
- The sensor type is detected by the PLC, which sends the corresponding laser soldering script to the LASCON controller via the Ethernet bus
- The scripts are executed and processed by the laser system
- Soldering is performed according to IPC 610 A and shows excellent penetration in the through-hole solder joint
- Testing and optimization were conducted in our own laser soldering laboratory
- Installation and integration with existing equipment carried out on site
Customer problem and requirement
When soldering through hole components, underlying components can easily be burned by the laser when the laser beam passes through the hole in the board. The reflectivity is increased, especially with plated through holes. However, damage or melting of the electronic components is not accepted.
The Mergenthaler Solution
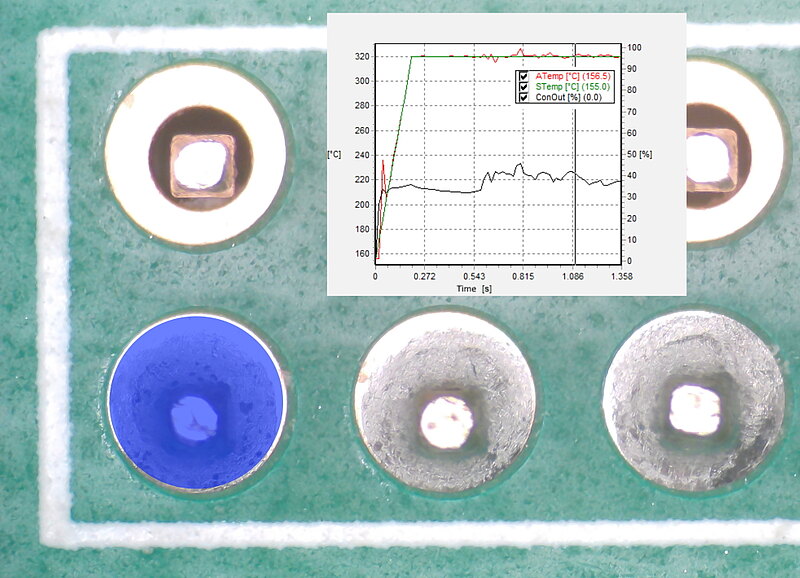
- Blue diode laser with 445nm or 450nm wavelength and 45W optical power
- The absorption of the blue laser light is significantly higher than that of a laser in the near infrared. This prevents burns caused by reflection and the laser process can be controlled very well.
- A coaxial infrared pyrometer measures the temperature in the solder joint 10,000 times per second and controls the process
- The process runs smoothly and reproducibly