Beispiel 1: – Laserlöten einer keramischen Leiterplatte
Das LASCON System verhindert hier die Überhitzung und Bildung von Rissen in der LeiterplatteLöten von Komponenten auf Keramikplatinen
Kundenproblem und Anforderung
Ein Tier-1 Automobil Zulieferer braucht ein Laserlötsystem für eine kritische Keramikplatine:
- Verhinderung von Rissen in der Keramik durch den Lötprozess
- Maximale Verlässlichkeit und volle Prozess-Rückführbarkeit für alle Lötungen
- Unterstützung in allen Fabriken weltweit
Die Mergenthaler Lösung
- LASCON geregeltes Lasersystem mit 60W Lichtleistung. Integriertes Pyrometer mit geschlossener Regelschleife . Integrierter Präzisionsdrahtvorschub
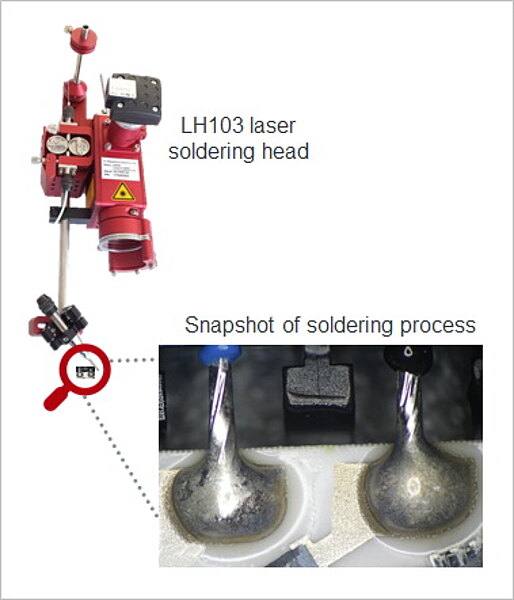
- LH103 Laserkopf mit Laser, Pyrometer und Video Port
- Akkurate Temperatur Kontrolle und ein optimiertes Lötrezept, um Prozess-Stabilität und Rissverhinderung zu erreichen
- Test und Optimierung wurden in unserem eigenen Laserlötlabor durchgeführt
- Installation in der Werken durch Mergenthaler
Status quo
- Das System läuft seit über 20.000 Stunden : ohne Unterbrechung und Reparaturen
- Wir sind Partner für zahlreiche Laser Projekte weltweit
Beispiel 2 – Laserlöten einer Sensorplatine
Die Kombination von LASCON und Bildverarbeitung bildet ein flexibles und verlässliches Laser LötsystemLöten von Pins für verschiedene Typen von Sensorplatinen
Kundenproblem und Anforderung
Ein Tier-1 Sensor Hersteller möchte über 200 verschiedene Sensor Typen in kleinen Lösgrößen auf Kundenanfrage herstellen:
- Das System muss eine Produktion von sehr verschiedenen Platinien beherrschen
- Kontakt Pins müssen auf der Platine gelötet werden
Die Mergenthaler Lösung
- LCL Laser System mit integriertem LASCON Kontroller , LH103 Laserkopf
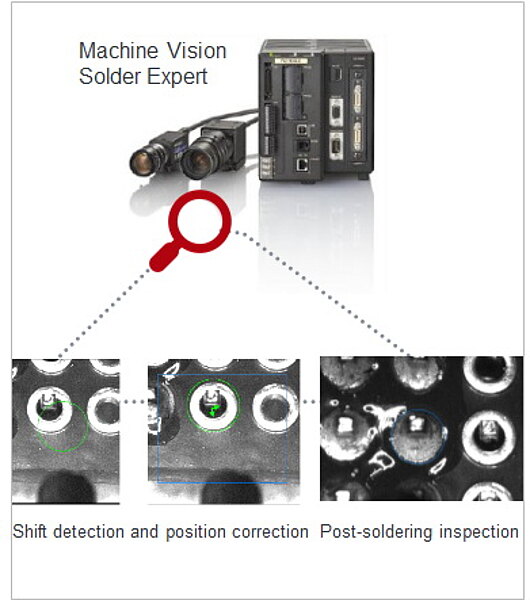
- Integriertes, koaxiales Bildverarbeitungssystem um die Position des Laserkopfes zum Lötpad zu korrigieren
- Der Sensortyp wird von der SPS detektiert und der LASCON Kontroller bekommt von der SPS die passenden Lötrezepte über Ethernet
- Die Rezepte werden durch das Lasersystem ausgeführt
- Die Lötung entspricht IPC610A Standardund zeigt exzellenten Durchstieg bei der Durchkontaktierung
- Test und Optimierung wurden in unserem Haus eigenen Laserlötlabor durchgeführt
- Installation und Einbau in bestehendes System beim Kunden durchgeführt
Status quo
- Das System läuft seit 24 Monaten
- Keine Unterbrechungen und keine Reparaturen
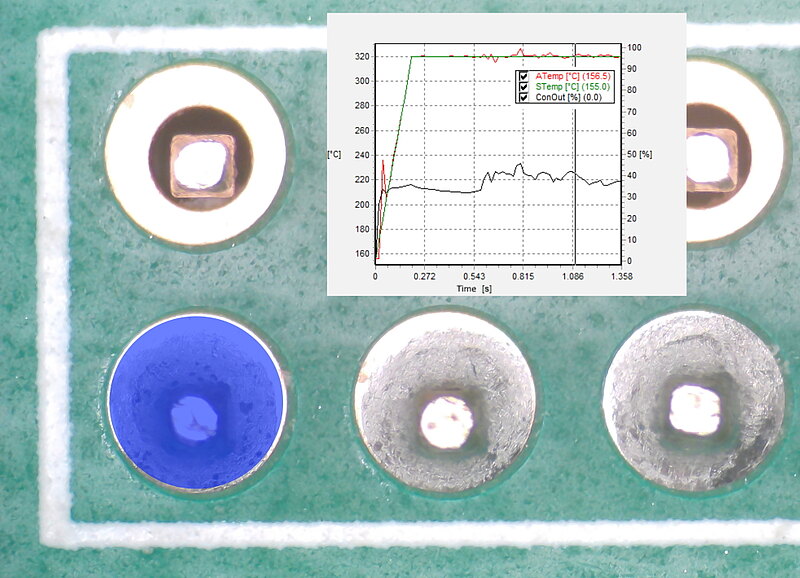
Beispiel 3 - Laserlöten mit blauem Diodenlaser ( 445nm )
Die hohe Absorption des blauen Laserlichtes verhindert Verbrennungen auf der PlatineLöten von Through Hole Komponenten mit blauem Diodenlaser
Kundenproblem und Anforderung
Beim Löten von Through Hole Komponenten können darunter liegende Komponenten leicht durch den Laser verbrannt werden, wenn der Laserstrahl durch das Loch in der Platine fällt.
Inbesondere bei Durchkontaktierungen ist die Reflektivität erhöht.
Eine Beschädigung oder Anschmelzen der elektronischen Bauteile wird jedoch nicht akzeptiert.
Die Mergenthaler Lösung
- Blauer Diodenlaser mit 445nm oder 450nm Wellenlänge und 45W optischer Leistung
- Die Absorption des blauen Laserlichtes ist deutlich höher als die eines Lasers im nahen Infrarot. Dadurch werden Verbrennungen durch Reflexion vermieden und der Laserprozess lässt sich sehr gut regeln.
- Ein koaxiales Infrarot Pyrometer misst 10.000 mal pro Sekunde die Temperatur in der Lötstelle und regelt den Prozess
- Der Prozess läuft ruhig und reproduzierbar ab