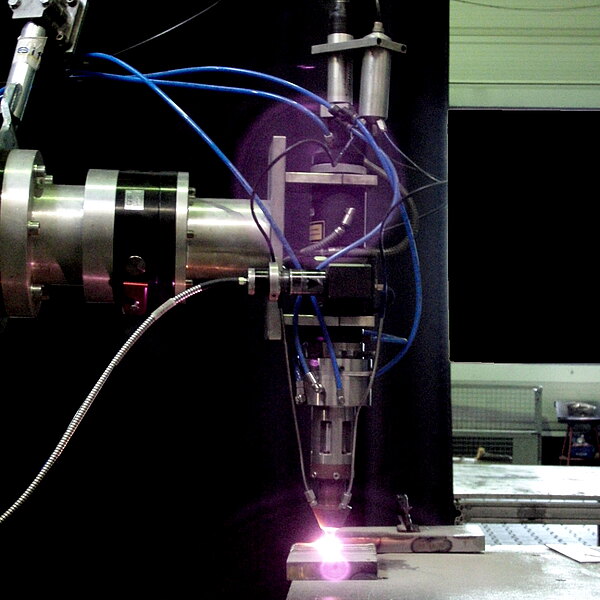
Anwendungsbeispiel Laser Cladding
Exakte Temperaturregelung verbessert die Qualität der AuftragsschweissungLaserauftragsschweissen mit koaxialem Mergenthaler Pyrometer
Kundenproblem und Anforderung
Beim Auftragsschweissen wird das Bauteil aufgrund der langen Prozesszeit aufgeheizt
- Dadurch erhöht sich die Schweißtiefe mit der Dauer des Prozesses
- Die genauen Prozeßparameter sind unbekannt
Die Mergenthaler Lösung
- Koaxiales Pyrometer misst durch die Pulverdüse auf das Werkstück
- Das Aufheizen des Bauteil wird kompensiert durch eine Reduktion der Laserleistung mit zunehmender Prozessdauer
- Die Prozesstemperatur wird geregelt, überwacht, gespeichert und visualisiert
- Die Regelung erfolgt durch den LPC04 LASCON-Controller
Status quo
- Koaxiale oder seitlich zugestellte MERGENTHALER Quotientenpyrometer regeln und überwachen weltweit das Laserauftragsschweissen